
Viscosity index is one of the most referenced values in lubricant specification sheets. Yet it's frequently misunderstood or used without a clear grasp of what it actually measures. For laboratory managers, quality control engineers, and procurement teams working with petroleum products, that gap can lead to incorrect oil selection and equipment failures that were entirely preventable.
This article explains what viscosity index means, how it's calculated under ASTM D2270, and how to apply those calculations correctly in practice.
What Is Viscosity Index?
Viscosity index (VI) is a dimensionless number that describes how much a lubricant's kinematic viscosity changes between two temperatures (specifically 40°C and 100°C). The higher the VI, the more stable the oil's viscosity across that temperature range.
A low VI means the oil thins out significantly as temperature rises and thickens considerably when it cools. A high VI means the viscosity remains relatively consistent regardless of temperature shifts.
High-VI lubricants provide more predictable film thickness and protection, especially in equipment that operates across a wide temperature range.
VI is a stability indicator. An oil can have a perfectly appropriate VI for one application and be completely wrong for another.
Typical VI ranges by oil type:
- Mineral oil: 95 – 105
- Multi-grade engine oil: 140 – 200
- PAO synthetic: 135 – 160
- Ester-based synthetic: 140 – 190
- Silicone oil: 205 – 400
Highly refined mineral oils typically fall between 95 and 120. Synthetic base stocks (particularly PAO and ester-based oils) achieve higher VI values due to their more uniform molecular structure. VI-improving additives (polymers such as olefin copolymers or polyalkyl methacrylates) are widely used in multi-grade oils to extend the effective VI without reformulating the base stock.
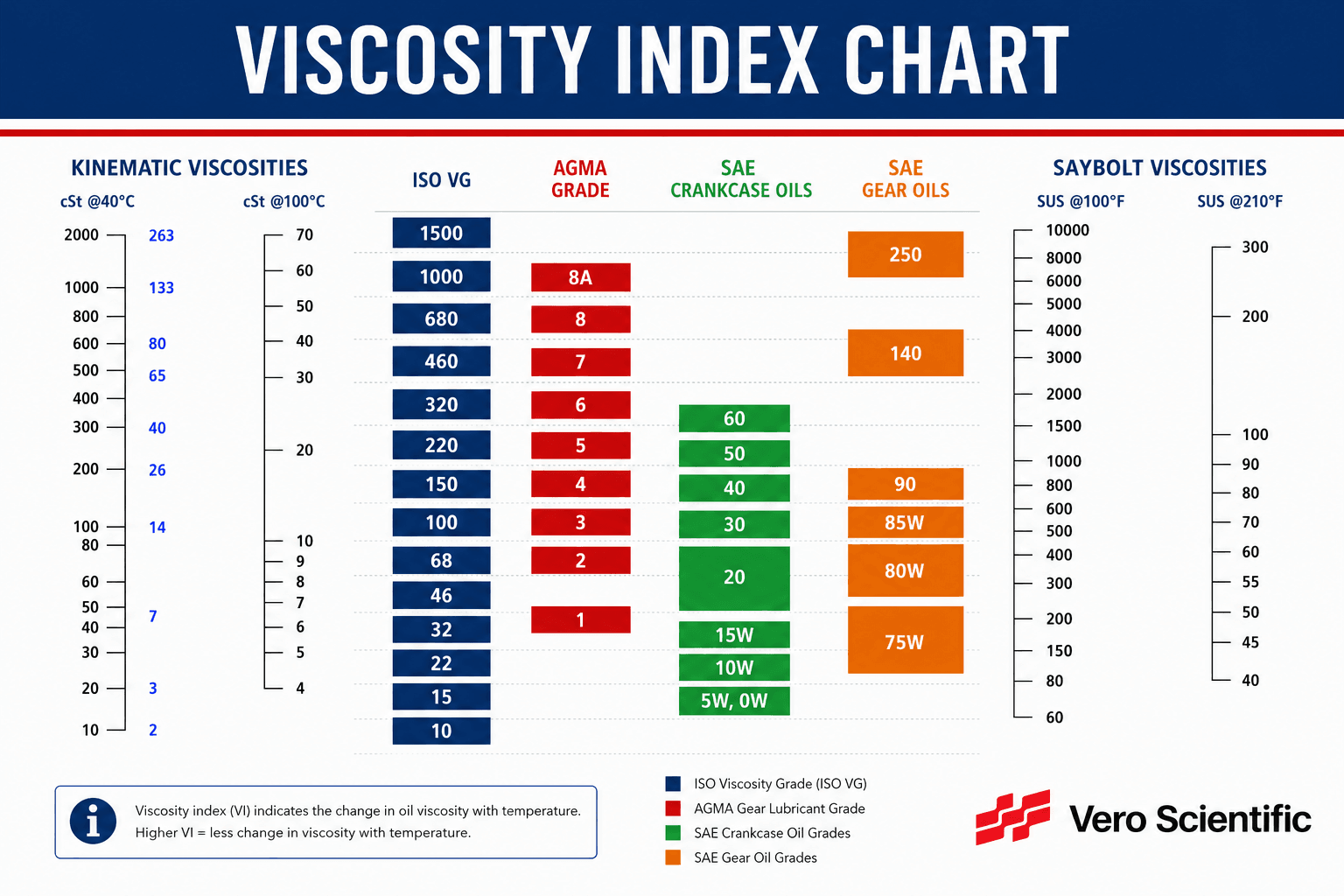
Viscosity Index Chart: Understanding the Temperature-Viscosity Relationship
The relationship between oil viscosity index and temperature is best understood visually. Imagine two oils with identical viscosity at 100°C but different VI values:
- Low VI (e.g., 80): At 40°C, this oil is significantly thicker. As operating temperature rises, viscosity drops. The oil behaves very differently at startup versus full operating temperature.
- High VI (e.g., 150): This oil maintains a much flatter viscosity curve across the same temperature span. Viscosity at 40°C is closer to its viscosity at 100°C.
Steeper slope = lower VI. Flatter slope = higher VI.
For applications where equipment starts cold and heats up under load (engines, hydraulic systems, industrial gearboxes) a flatter curve means more consistent lubrication from cold start through full operating temperature. For applications with controlled temperatures, VI matters less than selecting the correct absolute viscosity grade.
When reviewing a viscosity index chart against your application requirements, think how wide is your expected operating temperature range, and how much viscosity variation can your system tolerate?
ASTM D2270 Viscosity Index Calculation Standard
ASTM D2270, Standard Practice for Calculating Viscosity Index from Kinematic Viscosity at 40°C and 100°C, is the globally accepted method for determining VI in petroleum products and lubricating oils.
The standard applies to petroleum products with kinematic viscosities between 2.0 mm²/s and 70 mm²/s at 100°C. For oils with viscosities above 70 mm²/s at 100°C, ASTM D2270 provides extended equations. The standard does not apply to products with kinematic viscosity below 2.0 mm²/s at 100°C.
All measurements must be in SI units (mm²/s, equivalent to cSt). Kinematic viscosity data must be obtained in accordance with ASTM D445, D7042, IP 71, or ISO 3104. If results from different test methods disagree, ASTM D445 values take precedence.
The standard is also aligned with ISO 2909, which uses the same methodology.
ASTM D2270 can also be used to estimate viscosity at one temperature if the VI and viscosity at another temperature are already known. This is useful for predicting lubricant behavior at operating conditions without running additional tests. Though such estimates are considered informational and not suitable for specification purposes.
ASTM D2270 Viscosity Index Calculation Formula
The calculation requires two measured inputs and two reference values sourced from ASTM D2270 Table 1.
Inputs you measure:
- U – kinematic viscosity of the test oil at 40°C (mm²/s)
- Y – kinematic viscosity of the test oil at 100°C (mm²/s)
Reference values from ASTM D2270 Table 1 (looked up using Y):
- L – kinematic viscosity at 40°C of a reference oil with VI = 0 and the same viscosity at 100°C as your test oil
- H – kinematic viscosity at 40°C of a reference oil with VI = 100 and the same viscosity at 100°C as your test oil
If your Y value falls between two entries in Table 1, linear interpolation is required. Do not estimate or round to the nearest row. This introduces error that compounds in the final result.
Which Formula to Use
The correct formula depends on how U compares to H:
Case A: VI ≤ 100 (when U ≥ H):
This applies to most conventional mineral oils.
VI = ((L − U) / (L − H)) × 100
Case B: VI > 100 (when U < H):
This applies to high-performance and synthetic lubricants.
Step 1: Calculate intermediate value N:
N = (log H − log U) / log Y
Step 2: Calculate VI:
VI = ((10^N − 1) / 0.00715) + 100
Round the final result to the nearest whole number. ASTM D2270 requires integer reporting — decimal VI values are not standard practice.
Worked Examples
Example A: Conventional oil, VI below 100
- U = 73.30 cSt (at 40°C)
- Y = 8.86 cSt (at 100°C)
- From ASTM table (interpolated): L = 119.94, H = 69.48
- Since U (73.30) > H (69.48), use Case A formula
- VI = ((119.94 − 73.30) / (119.94 − 69.48)) × 100 = 92.43 → VI = 92
Example B: Synthetic oil, VI above 100
- U = 22.83 cSt (at 40°C)
- Y = 5.05 cSt (at 100°C)
- From ASTM table: H = 28.975
- Since U (22.83) < H (28.975), use Case B formula
- N = (log 28.975 − log 22.83) / log 5.05 ≈ 0.14719
- VI = ((10^0.14719 − 1) / 0.00715) + 100 ≈ VI = 156
Applying This in Quality Control
For QC engineers and lab managers, a few points are worth keeping in mind when running viscosity and viscosity index determinations routinely:
Measurement accuracy is foundational.
VI is only as reliable as the kinematic viscosity data it's built on. Errors at 40°C or 100°C propagate directly into the final VI value. Calibrated equipment, stable bath temperatures, and strict adherence to ASTM D445 procedure are important. An automatic kinematic viscometer reduces operator-dependent variability and ensures the temperature control precision (typically ±0.01°C) that this standard demands.
Interpolation must be exact. If your Y value isn't listed directly in ASTM D2270 Table 1, you must interpolate. For high-frequency testing environments, use verified calculation software to eliminate this as a source of error.
Know the standard's limits. ASTM D2270 is designed for Y values between 2 and 70 mm²/s. Outside that range, the standard provides extended procedures.
Report VI as a whole number. This is a requirement of the standard. Reporting VI to decimal places implies a precision the method doesn't support and can cause confusion in specification comparisons.
Selecting Lubricants Based on Viscosity Index: What Actually Matters
VI is most relevant when your application involves temperature variation. High VI becomes a priority for outdoor equipment operating across seasons, hydraulic systems with variable loads, engines subject to cold starts, and any application where the operating temperature range spans more than 30–40°C.
For tightly controlled environments (like laboratory equipment, indoor machinery with temperature management, or applications at a single consistent operating temperature) the absolute viscosity grade (ISO VG) matters more than maximizing VI.
When evaluating supplier data or incoming oil samples, always cross-check the declared VI against independently measured kinematic viscosity at 40°C and 100°C. The calculation is straightforward, and any significant discrepancy between declared and calculated VI warrants investigation before the oil enters service.
Precise Measurement Starts with the Right Equipment
For laboratories and QC facilities where viscosity index determination is part of routine testing, measurement accuracy is the limiting factor. Vero Scientific's measurement technologies deliver the repeatability and temperature control that ASTM D2270-compliant testing requires. Contact Vero Scientific to learn how our solutions support precision lubricant analysis across refineries, QC labs, and industrial facilities.

